


1000 Sreath 2 3 4 5 Rianadair Ionad Machining Axis le gnìomh RTCP
Feartan toraidh
1.Adopt còd àbhaisteach g eadar-nàiseanta
2.Fully fosgailte PLC, macro agus fiosrachadh rabhaidh
3.Simple HMI (eadar-aghaidh inneal daonna), bogsa deasbaid gu sgiobalta
Tha paramadairean 4.All air an taisbeanadh agus air am brosnachadh sa Bheurla
5.Alarm agus fiosrachadh mearachd ann am faclan an àite paramadair bit
6. Gnìomh ceangail eadar-cheangail de 5 tuaghan agus gu h-àrd, gnìomh RTCP, gnìomh DNC
7.Support Umbrella seòrsa ATC, seòrsa làimhe meacanaigeach ATC, seòrsa loidhneach ATC, seòrsa Servo ATC, seòrsa sònraichte ATC
8.Support cunntadh turret, turret encoder agus turret servo
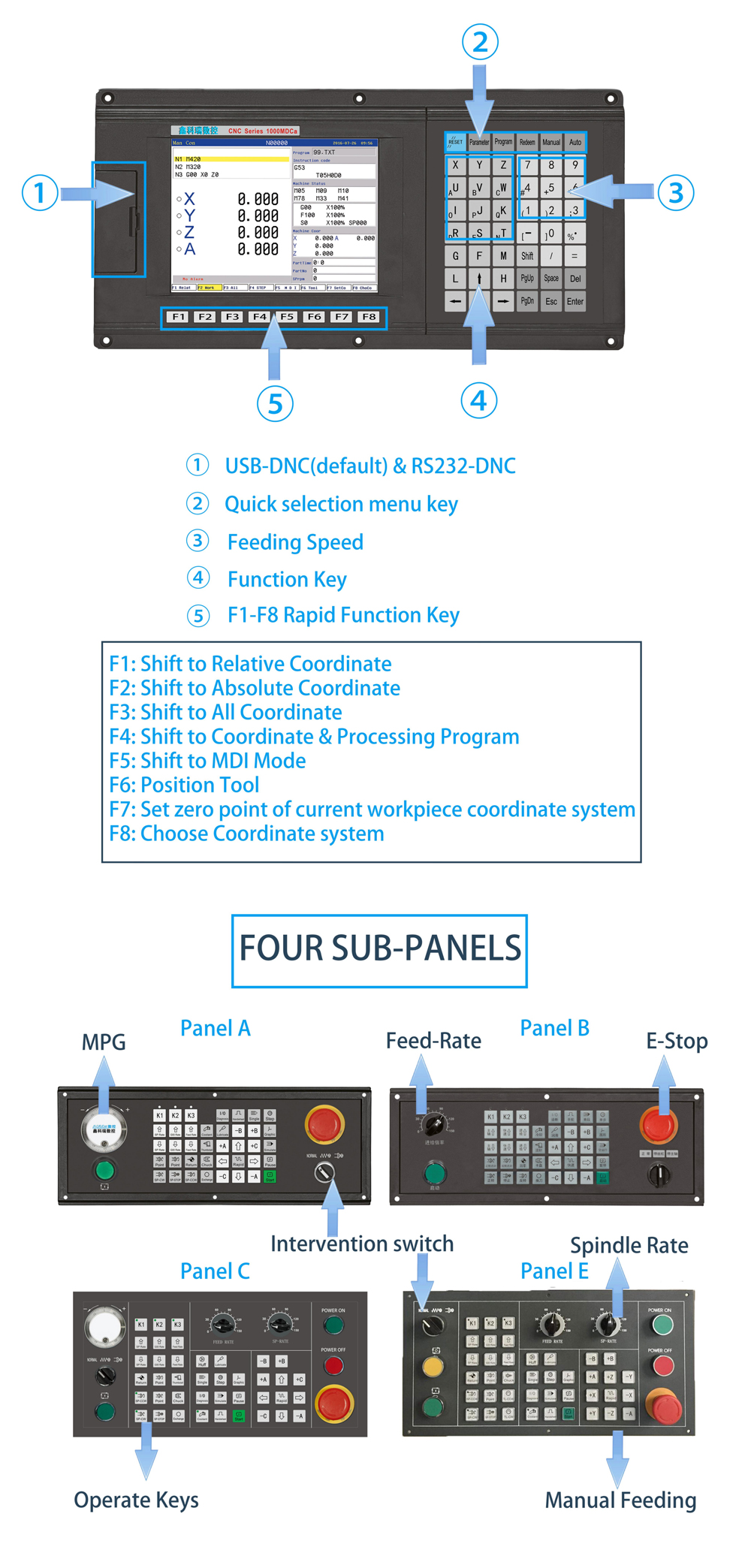
9.The 1000 sreath agus 1500 sreath tha 4 fo-pannal modailean; faodaidh tu taghadh a rèir do fheumalachdan.
Bidh rianadair CNC 10.NEWKer cuideachd a’ toirt taic do bhith a’ cleachdadh diofar innealan sònraichte, leithid innealan bleith, planers, innealan tollaidh, innealan drileadh, innealan togail, innealan cur-seachad gèar, msaa. Faodar an rianadair a leasachadh cuideachd. Cuir taic ri gnàthachadh agus dealbhadh pearsanaichte.
Mion-fhiosrachadh paramadair
| Gnìomh siostam | Tha còd G a’ sealltainn | ||
| Àireamh de axis smachd | 3 ~ 8 (X, Y, Z, A, B, C, Xs, Ys) | Lorg gu sgiobalta: | G00 |
| Am prògramadh as lugha: | 0.001mm | Eadar-theangachadh loidhne dhìreach | G01 |
| Am prògram as motha: | ±99999.999mm | Eadar-theangachadh arc: | G02/03 |
| An astar as àirde: | 60m/mion | Gearradh snàthainn: | G32 |
| Astar beathachaidh: | 0.001 ~ 30m / min | Cearcall gearraidh siolandair no còn: | G90 |
| Leabhar-làimhe leantainneach: | aon axis no ioma-axis aig an aon àm | Cearcall de ghearradh aghaidh aghaidh: | G94 |
| Eadar-theangachadh loidhne: | Loidhne dhìreach, arc, eadar-aghaidh snàithlean sgriubha | cearcall gearraidh snàthainn | G92 |
| Dìolaidh gearraidh: | Fad a’ chompanaich, sròn radius de dhìoladh innealan | Cearcall stèidhichte de tapadh | G93 |
| Cuir a-steach airgead-dìolaidh gearraidh: | Feuch ri modh cuir a-steach tomhais a ghearradh | Cearcall de ghearradh garbh ann an cearcall | G71 |
| Gnìomh fearsaid: | gèar 、 Smachd analog dùbailte 、 Cnagadh teann | Cearcall de ghearradh garbh air an aghaidh mu dheireadh: | G72 |
| Gnìomh cuibhle-làimhe: | pannal, inneal-làimhe | Cearcall de ghearradh dùinte | G73 |
| làimhseachadh cuibhle-làimhe: | Gnìomh giollachd cuibhle-làimhe | Cearcall de tholl domhainn drile aig aghaidh deiridh | G74 |
| Dìon sgrion: | Gnìomh dìon sgrion | Cearcall gearraidh groove le trast-thomhas a-muigh | G75 |
| Gnìomh fois inneal: | Fois inneal sreath 、 Dealanach ro sgian post 99 | Cearcall de ghearradh snàithlean cumanta | G76 |
| Gnìomh conaltraidh: | RS232, USB eadar-aghaidh | Cearcall de phrògram | G22, G800 |
| Gnìomh dìolaidh: | Cuibhreann inneal 、 Dìolaidh àite 、Dìolaidh raon sgriubha 、 Dìolaidh radius | Siostam co-òrdanachaidh ionadail: | G52 |
| Deasaich am prògram: | Meatrach / ìmpireil, snàithlean dìreach, snàithlean teip agus mar sin air adhart | Lorg stiùireadh skip | G31, G311 |
| Cuir crìoch air gnìomh suidheachadh | crìoch bog, crìoch chruaidh | Co-òrdanachadh pòla | G15, G16 |
| gnìomh snàthainn | cruth meatrach agus òirleach, snàithlean dìreach, snàithlean taper agus mar sin air adhart | Prògram meatrach / ìmpireil: | G20, G21 |
| Gnìomh ro-làimh: | Leugh 10,000 loidhne dhìreach ghoirid | Suidhich co-òrdanachadh, cuir dheth | G184, G185 |
| Dìon facal-faire: | Dìon facal-faire ioma-ìre | Siostam co-òrdanachaidh workpiece: | G54~G59 |
| Teachd a-steach/toradh: | I/O 56*24 | Radius inneal C | G40, G41, G42 |
| Prògram PLC: | A h-uile dealbhadh PLC fosgailte | Pròiseas suidheachaidh ceart / slighe leantainneach: | G60/G64 |
| Smachd air luathachadh agus luadhadh: | Loidhne dhìreach, clàr-amais | Gearradh sreathach seasmhach: | G96/G97 |
| Àireamh de chòdaiche: | suidheachadh sam bith | Modh biadhaidh: | G98,G99 |
| Prògram macro luchd-cleachdaidh: | Tha | Cùl-taic gu puing tòiseachaidh a’ phrògraim: | G26 |
| Gnìomh gèar dealain: | Tha | A’ cur taic ris a’ phuing shuidhichte: | G25, G61, G60 |
| Fo-phannal | Seòrsa le cuibhle-làimhe; seòrsa B le tionndadh còmhlan; Seòrsa C leis an dà chuid A agus B, seòrsa E | A’ toirt taic don phuing datum: | G28 |
| Iarrtas: | VMC, bleith, inneal sònraichte | Cuir stad air: | G04 |
| Prògram Macro: | G65, G66, G67 | ||
| Gnìomh cuideachaidh: | S, M, T | ||
Buannachd gnìomh
1. sìmplidh agus soilleir paramadair, gun fheum a bhith a 'coimhead suas làimhe.
2. fosgailte PLC, faodar a dheasachadh air-loidhne no far loidhne a rèir feumalachdan.
3. Fosgailte Macro phrògram, ri fhaotainn airson sùbailte iarrtas agus tuilleadh leasachaidh.
4. Customerization còmhradh, pròiseas a dhèanamh nas fhasa.
5. Port fosgailte OPC, ri fhaighinn airson sgrùdadh agus smachd iomallach.
6.Iarrtas: CNC Lathe Machine, CNC Turning Center, Grinding Machine agus gu sònraichte uidheamachd fèin-ghluasadach
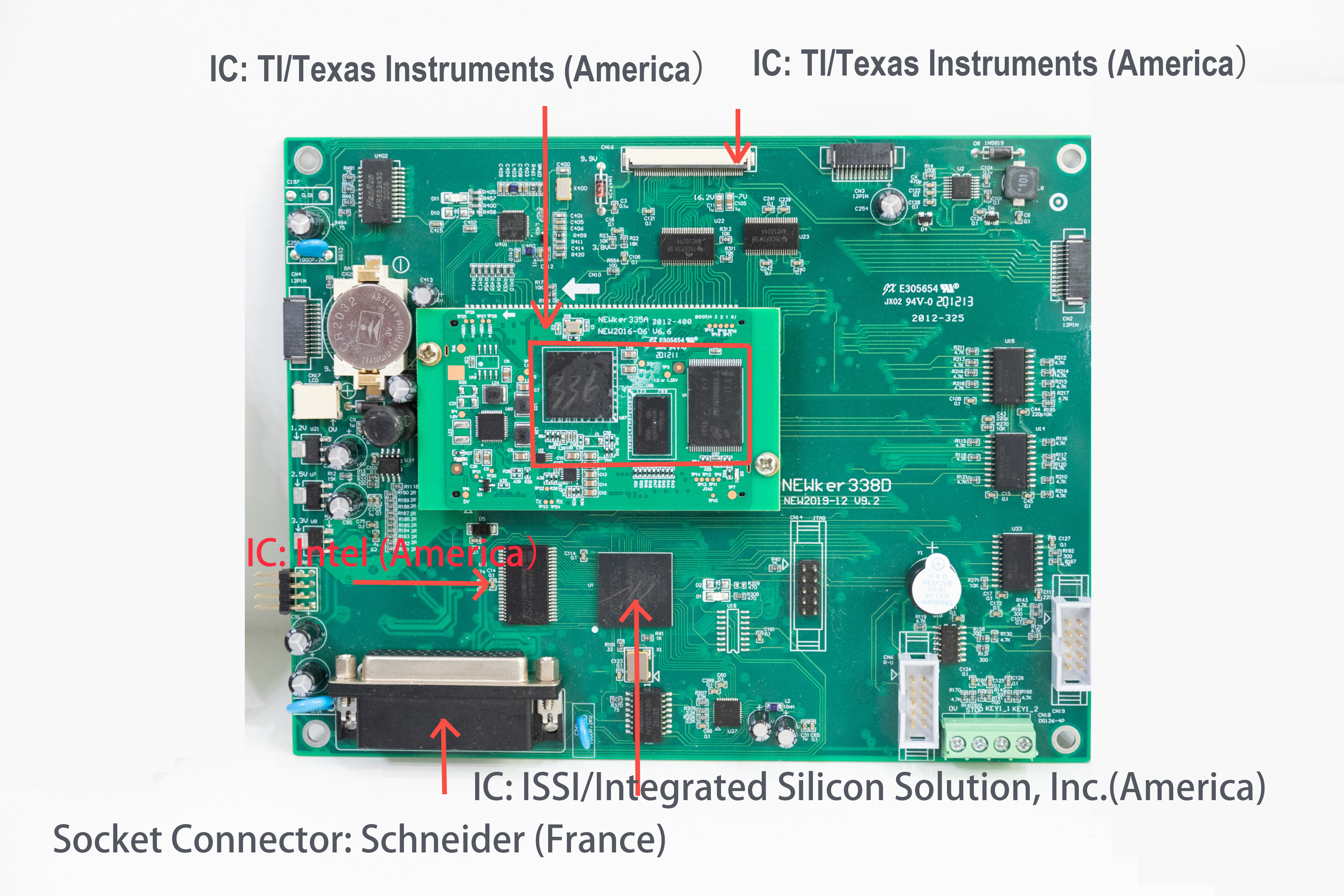
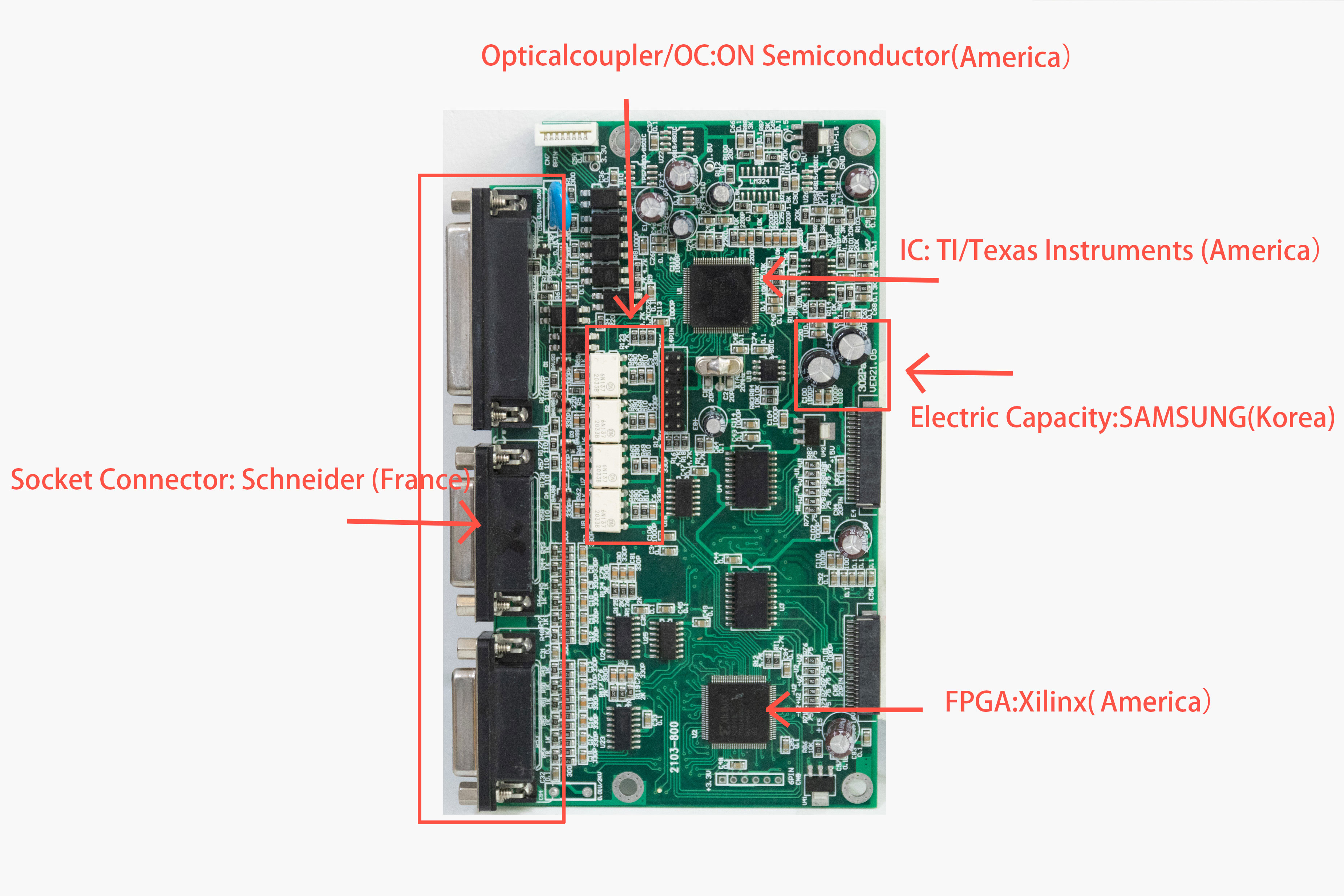
Tha am brannd de cho-phàirtean a-staigh a bhios sinn a’ cleachdadh mar a leanas:
1